热喷涂涂层结构的金相检测方法
(文章来源:嘉峪检测网)
涂层的微观结构是涂层宏观性能的基础,是判定涂层质量和适用性的主要依据之一。光学金相分析是最常用的材料微结构分析方法。通过金相检测,可以直接观察到涂层的微观组织,包括各组织的类型、组成、形状、分布、显微硬度和百分比含量,气孔含量和大小,还可以直接观察并测量涂层的厚度、涂层与基体的结合情况等。尽管光学显微镜的最高分辨率仅为0.1~0.2 μm,景深也较短,并且对于大多数试样还需专门进行抛光和浸蚀等制样操作,但由于其简便直观的优点,仍在表面涂层的微结构分析和产品质量控制中成为最常用的分析手段。
由于热喷涂涂层组成的多样性和涂层结构的复杂性,使得热喷涂涂层的金相检测要比整体材料的检测困难和复杂得多。这主要是因为存在两个难题:一是如何确保涂层结构的真实性,避免假象;二是如何保证实际显微结构的稳定性和重现性。因此,必须认真仔细地进行金相试样制备的自动控制和规范操作,要特别注意切割、取样、抛光、制作、腐蚀等各个环节,自始至终要特别小心,务必使涂层的微观组织保持完整性和真实性。
1. 涂层试样的制作设备和程序
金相试样的制备一般包括切割取样、试样镶嵌、磨削抛光、清洗或腐蚀4个步骤。每道工序都同等重要,必须进行正确的操作,才能获得有价值的数据。
(1)切割取样
喷涂涂层试样的切割取样最常遇到的问题是涂层的过热和剥落。手工操作难于精确地控制切割力并恒定施力,因而难于稳定地制备出重现性好的试样,因此,最好使用程序控制的砂轮切片机进行切割取样。
因为热喷涂涂层与基相相比很薄,所占切割断面的百分比很小,因此,切割砂轮的选择应主要根据基体材料来选择。砂轮材质应与基体材料相适应,一般地说,钢铁基体材料宜选用Al2O3砂轮,有色金属基体则选用SiC砂轮,对于超硬涂层,最好用金刚石砂轮。
切割取样时必须采用水冷,以防止涂层过热损坏。切割时涂层要始终处于受压状态,切割力不宜过大,砂轮进给速度也应较小。表1列出了钢铁基体喷涂涂层通用取样切割工艺参数。
表1钢铁基体上喷涂涂层的通用取样切割工艺参数
.jpg)
当然,如果能使用线切割取样,效果最好,但取样速度慢、成本高。切割喷涂试样时,切割线应离边缘13 mm以上,从涂层向基体切割。
(2)试样镶嵌
镶嵌工序的主要功能是使金相试样的形状和尺寸标准化;有助于固定不规则形状试样;有利于棱边、刃口的取样分析;有利于涂层的浸渗处理。
对于热喷涂涂层的断面金相检查来说,平行于喷涂方向的断面称为横断面,垂直于喷涂方向即与试样表面平行的断面称为纵断面,大多数涂层都是检查横断面。一般是将两块试样镶嵌在一起进行磨平、抛光。如果涂层很硬,像碳化钨、氧化物陶瓷等,两个试样应按前对后的位置镶嵌,如图1(a)示。磨样时能使里面的涂层受到保护,有利于获得真实完整的金相结构。这类硬质涂层的试样,如果面对面的镶嵌,如图1(b)示,会由于涂层、基体和镶嵌材料的硬度相差很大,磨平和抛光时发生不在同一个平面抛光的现象。如果涂层质软或具有中等硬度,则一般按面对面位置镶嵌,研磨时可使两个试样上的涂层都得到保护。
.jpg)
镶嵌金相试样的最佳方法是采用真空浸渗设备,用加温固化的环氧树脂将试样浇注成形,这样能确保热喷涂涂层的真实结构,表2列出了热喷涂金相试样的镶嵌工艺参数。在真空条件下,环氧树脂能浸渗到涂层的大多数相互联通的气孔中,而对于单个封闭的盲孔,环氧树脂则难于浸入,这样用金相检测的涂层的气孔和气孔率将不会是准确的。因此,应在环氧树脂中加入一种荧光材料,以便判断由机械损伤而引起的裂纹和气孔,才能检测到涂层的真实结构的真实孔隙率。
表2 热喷涂金相试样的镶嵌工艺参数
.jpg)
(3)磨削与抛光
先进的金相试样的磨平已不再使用人工磨样,而采用自动化装置操作,这样能避免人为误差,如施加在试样上的力、给配料、转盘转速等,都能进行规范作业,任何人操作都不受影响,重现性好。
1)磨平
磨平操作的作用首先是磨去取样时产生的损伤和缺陷,然后将所有试样装在夹具中磨成同样的平面。最常用的磨削材料是SiC砂纸或砂布,磨削力强,使用方便,SiC砂纸的使用寿命较短,表3列出了喷涂金相试样的磨平操作参数。
表3 喷涂金相试样的磨平操作参数
.jpg)
2)精磨
精磨的目的是磨掉在磨平过程中产生的变形。为了达到有效的磨削效率,磨料的硬度至少应比被磨材料高2.5倍。对于大多数显微硬度(HV)达到1000的金属涂层和材料来说,SiC磨料是最有效的精磨磨料,但是,对于陶瓷涂层,其精磨能力和磨削效率都显不足。最好使用金刚石磨料,精磨效果好,磨削效率高,与常规的SiC磨料精磨相比,操作步骤可由十步简化为一步操作。当然,金刚石贵,且很难买到金刚石砂纸,故建议采用刚性磨盘用金刚石磨料进行精磨操作。表4列出了金刚石刚性磨盘精磨的操作参数。
表4 金刚石磨料刚性磨盘精磨操作参数
刚性磨盘是用复合材料制成的磨盘,可将磨料加入磨盘中对试样进行精磨。该磨盘既有硬质相又有软质相,可以分布不同类型的磨料。当金刚石微粒加入磨料中时,它就嵌入到软质相中,成为一个微型切削刀从试样上切去微小的碎屑。金刚石磨料能有效地切削显微硬度(HV)达4000的材料,这对于切削热喷涂用的大多数涂层材料特别是陶瓷和金属陶瓷涂层材料是十分理想的。
3)抛光
光学显微镜观察对金相试样的要求不仅要平,而且要有高的光反射率。没有划痕的试样并不意味着没有变形,目视效果好的试样不一定代表真正的显微结构。
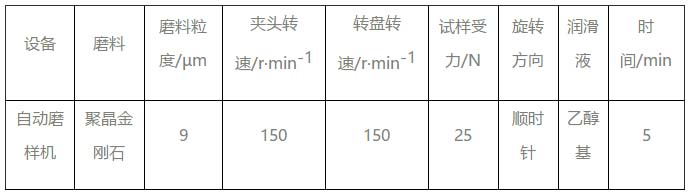
抛光处理的目的是去除精磨工序中产生的微小变形,并去除试样的表面污痕。抛光可以采用金刚石抛光和氧化物抛光。金刚石抛光是非常有效的抛光方法,常用的金刚石粒度为6µm、3µm和1µm,金刚石抛光的操作参数列于表5。
表5 金刚石抛光的操作参数
.jpg)
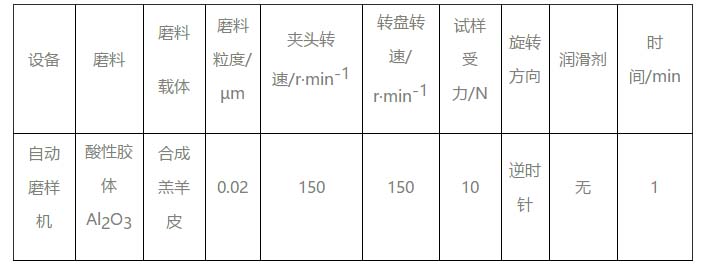
氧化物抛光需采用中级到高级的绒布进行,施力很小,抛光时间短,不超过1min。氧化物磨料有Al2O3、SiO2、MgO和CeO2前两种最常用。表6列出了氧化铝抛光的工艺参数。
表6 氧化铝抛光的操作参数
(4)金相试样的腐蚀
金相试样的腐蚀是通过腐蚀液对涂层成分或相的选择性腐蚀或染色而显示涂层或材料显微结构的重要步骤。腐蚀程度控制适当与否直接影响对金相观察时的相成分和相分布等的判断,影响金相照片的清晰度。
腐蚀金相试样的方法有化学侵蚀、热侵蚀、电解侵蚀、轰击侵蚀等,最常用的是化学侵蚀。腐蚀剂和腐蚀液配方的选择则取决于材料和涂层的成分。表7列出了一些热喷涂涂层金相试样用的腐蚀液及方法。
表7 喷涂涂层金相试样用的腐蚀液及方法
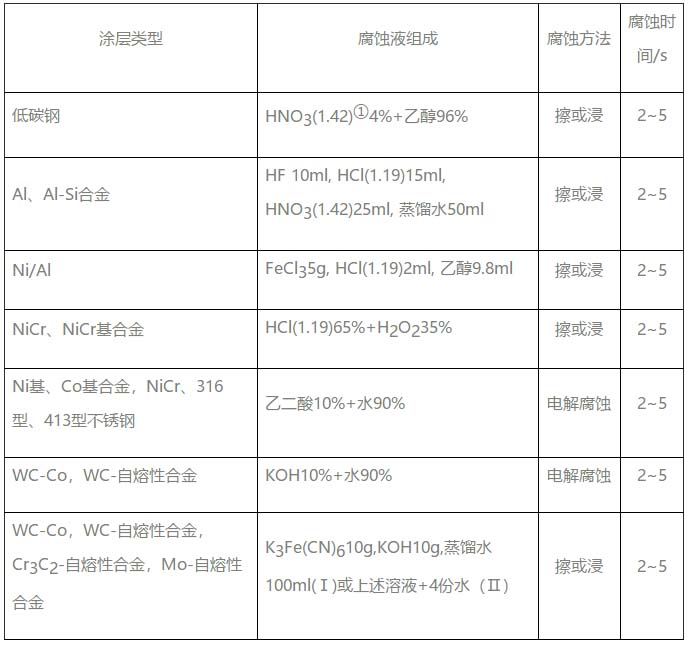
说明:① 括号内数字为化学试剂相对密度。
腐蚀试样时,腐蚀程度应掌握适度,以刚好能显示显微组织的细节为宜。一般情况下,高倍观察的金相试样,腐蚀程度应比低倍观察时略浅一些。侵蚀好的试样应立即观察、拍照。若腐蚀不足或过度腐蚀,则需重新抛光后再腐蚀。
2. 涂层试样的金相检测
金相分析主要是采用不同的光学显微镜对涂层的结构、物相、气孔、夹杂和晶界等进行分析和检验,进行定性或定量的评定,以研究和判断工艺、涂层结构和性能之间的关系。
例如,陶瓷材料的晶形是判断划分显微结构的重要依据,对性能有很大影响,氧化铝就有β-Al2O3、γ-Al2O3、α-Al2O3等不同的晶形,导致其晶体结构、体积、力学性能等都有相当的差别;晶粒度对陶瓷的机械强度、介电性能等也有直接的影响,通常细晶粒的陶瓷具有较高的强度,而且粗晶粒陶瓷则容易产生裂纹和缺陷,使陶瓷强度下降;晶界的性质和状态对晶粒生长、相变成核、晶界扩散、晶界滑移、裂纹生成和扩展等都有直接的影响。
玻璃相对陶瓷颗粒和陶瓷晶粒起着粘结作用,并能抑制陶瓷晶粒长大,减少孔隙率,但会增加陶瓷材料的脆性,降低其耐热性能等。因此,观察分析陶瓷金相组织中玻璃相的比例、分布和对晶体的包围状态就十分必要。
陶瓷材料中总含有不同程度的气孔,陶瓷涂层更甚。气孔的存在必然使显微组织不致密。气孔少且分布均匀,使陶瓷材料的密度提高,强度提高;气孔多或分布不均匀,过度集中,容易造成应力集中,成为裂纹扩展源,使陶瓷的性能变差。显微观察的气孔有两种,即晶内气孔和晶间气孔。显然,金相观察时应注意气孔的类型、形状、数量、大小和分布等。
此外,添加物、夹杂等都是金相分析的内容。
当然,显微组织的相结构分析、微区成分分析等还需进一步借助X射线衍射分析、电子探针分析等手段进行。
陶瓷涂层的显微组织观察最好采用偏光显微镜(包括反光显微镜)进行观察分析,它是依据陶瓷材料的各物相在单偏光、正交偏光及聚敛光下呈现的光学特征为分析原理。
金相观察时使用图像分析仪不仅能观测涂层的金相结构,还能定量地测出各相的百分比、孔隙率、颗粒的形状、颗粒分布和颗粒曲率半径等。使用彩色金相显微镜能清楚地观察到多相结构的喷涂涂层的彩色结构,获得涂层的彩色金相照片。
- 联系我们
深圳美信总部
热线:400-850-4050
邮箱:marketing@mttlab.com
苏州美信
热线:400-118-1002
邮箱:marketing@mttlab.com
北京美信
热线:400-850-4050
邮箱:marketing@mttlab.com
东莞美信
热线:400-850-4050
邮箱:marketing@mttlab.com
广州美信
热线:400-850-4050
邮箱:marketing@mttlab.com
柳州美信
热线:400-850-4050
邮箱:marketing@mttlab.com
宁波美信
热线:400-850-4050
邮箱:marketing@mttlab.com
西安美信
热线:400-850-4050
邮箱:marketing@mttlab.com

