PCB可焊性问题的根本原因如何确定?
印制电路板生产制造的过程中,焊接质量的好坏会直接影响整机产品质量的好坏。常见的可焊性问题有:润湿不良、立碑、裂纹、气孔、假焊、虚焊、上锡不良和夹渣缺陷等。
究其原因,到底是什么导致产品出现此类焊接失效问题的发生呢?这涉及到以下几个方面:
1.助焊剂、焊料等原料的质量是否满足要求。原料的性能和质量对产品的可焊性产生影响。
2.焊接工艺的影响。如时间、温度的把控,通常情况下温度越高润湿性能越好,时间的长短会影响金属间化合物结构的形成。
3.元器件、PCB板本身的质量是否达标。不同批次的组件由于各种环境因素的影响,其性能和质量也会产生相应的变化,元器件、PCB板也影响着整机的可焊性。
4.产品的表面镀层对其润湿性能产生影响。不同的镀层类型的可焊性是不同的,镀层老化严重也会使得产品可焊性变差。
那么,我们如何才能准确、高效的找到PCB产品出现可焊性不良问题的根本原因呢?
可焊性测试是用于对元器件、印制电路板、焊料和助焊剂等的可焊接性能做一个定性和定量的评估。无论是明显的焊接不良问题,还是不易察觉、或将影响产品上锡能力的问题,都能通过测试发现,并找出根本原因,帮助企业高效确定生产装配后可焊性的好坏和产品的质量优劣。
同时,随着无铅工艺的普及,使得对焊接材料和焊接工艺都提出了新的要求,可焊性测试作为质量管理体系中的一环,自然也开始变得必要起来!
因此,为了提高产品的焊接质量,我们需要对印制电路板进行科学的可焊性测试!
所以,今天美信检测实验室和大家分享的内容就是印制板的可焊性测试。首先我们来了解一下相关的知识点:
可焊性测试
可焊性测试,英文是“Solderability”。一般指通过润湿天平法(wetting balance)这一方法对元器件、PCB板、PAD、焊料和助焊剂等的可焊接性能做一定性和定量的评估。
现代电子工业的IC封装、电子元器件组装到印刷线路板等工艺都需要高质量的互通连接技术,同时对高质量和零缺陷的焊接工艺也不断提出要求,因此可焊性测试的作用也就日益凸显。
(图片来源:百度百科)
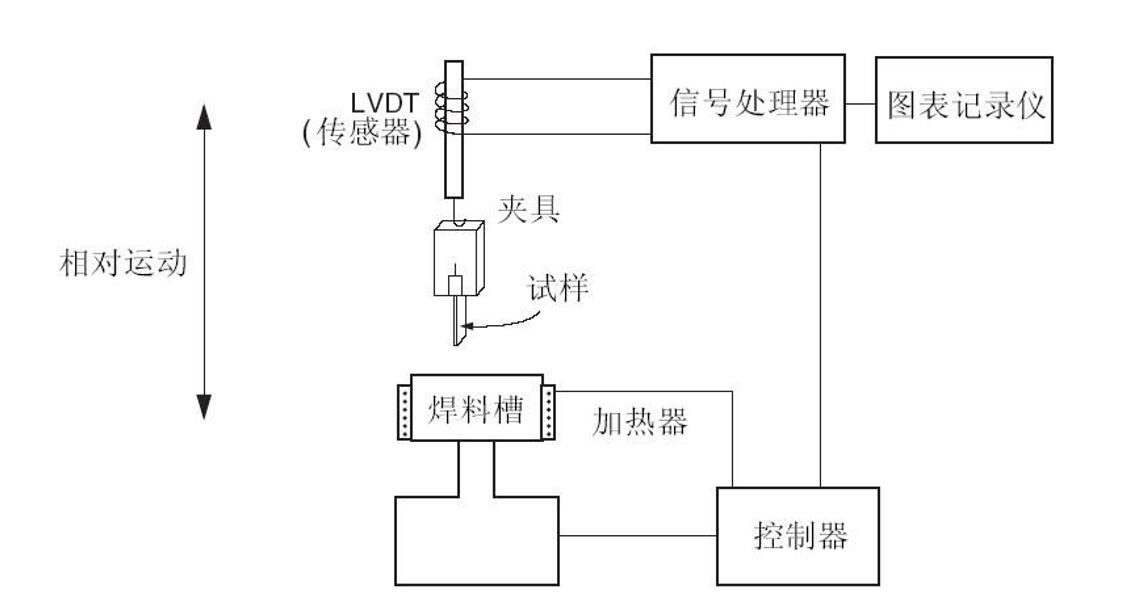
其原理是通过传感器感知微小的力,结合时间判断爬锡的力度和润湿的速度。具体为将样品置放于夹具上,通过夹具稳定连接于传感器,将样品浸入设定温度下的锡膏,在此期间,通过传感器将力和时间等数据传输到PC,通过软件形成曲线和数据文件,准确并且量化评估样品的可焊性好坏。
可焊性测试方法
国际上各大标准组织IEC,IPC,DIN,JIS等推荐了各种方法,如边缘浸焊试验、浮焊试验、波峰焊试验、润湿天平法试验等六项。
润湿天平法试验由于其良好的重复性和再现性,使其成为目前公认推荐使用的进行定性和定量分析的可焊性测试方法。下面我们就通过美信检测实验室做过的一起案例来展示可焊性测试之润湿天平法测试。
典型可焊性测试案例(润湿天平法测试)
美信检测实验室收到客户送检样品为某PCB样品,需要对某一指定位置进行可焊性测试,检测该位置的上锡能力。
检测环境:环境温度 22.3℃; 湿度 54%R.H
检测标准:IPC J-STD-003C 印制板可焊性测试
检测条件:
.png)
.png)
检测范围:
.png)
提示:
1.这个建议的标准已被确立为两层评价格式,其中A组更加严格。A组的建议标准比B组的建议标准在大型焊接工艺方面适用的范围更广。应该承认的是,B组的建议标准也可以被大型焊接工艺完全采用,但是这是在用户已经确定了最好的建议组件集成过程的情况下。
2. F(最大力理论值)=t·p·cosα-d·g·v(详见附录)
3. S(面积)={50%×3.0s×F(最大理论值)}-(2.0s×0.8×V)
附录:
t=焊料的表面张力
p=样品的最大沉浸深度(以毫米为单位)
V=样品浸入最大深度时的体积(以立方毫米为单位)
α=最佳条件下的焊料润湿角度,即α=0°
g=重力加速度,即g=9.8m/s²
得到检测曲线与数据:
.png)
(检测曲线)

(检测数据)
最终的到检测结果:
.png)
良好的可焊性是确保具有高焊接能力和高可靠度的基础,因此对我们的产品进行可焊性测试十分必要!可焊性测试的测试标准众多,美信检测实验室简单罗列了部分,供大家参考:
J-STD-002B 2003-2 元件、接线片、端子可焊性测试
J-STD-003B(2007-3)印刷电路板可焊性测试
IPC-TM-650 2.4.14金属表面可焊性
IPC-TM-650 2.6.8 热应力试验
GB/T 4677 印制板测试方法
IEC60068-2-58/ IEC60068-2-20 可焊性及热应力试验
GB2423.28电工电子产品基本环境试验规程
GB2423.32电工电子产品基本环境试验规程
MIL-STD-202G 方法208H 可焊性试验
MIL-STD-202G Mehtod 210F 热应力试验
MIL-STD-883G 2003.7 可焊性试验
参考文献:
《可焊性、焊接能力和焊点可靠性之评估和测试》——马学辉
《可焊性测试介绍》——百度文库
*** 以上内容均为原创,如需转载,请注明出处 ***
- 联系我们
深圳美信总部
热线:400-850-4050
邮箱:marketing@mttlab.com
苏州美信
热线:400-118-1002
邮箱:marketing@mttlab.com
北京美信
热线:400-850-4050
邮箱:marketing@mttlab.com
东莞美信
热线:400-850-4050
邮箱:marketing@mttlab.com
广州美信
热线:400-850-4050
邮箱:marketing@mttlab.com
柳州美信
热线:400-850-4050
邮箱:marketing@mttlab.com
宁波美信
热线:400-850-4050
邮箱:marketing@mttlab.com
西安美信
热线:400-850-4050
邮箱:marketing@mttlab.com

