汽车高调滑板断裂失效分析
2015-10-26 浏览量:2879
美信检测 失效分析实验室
1 引言
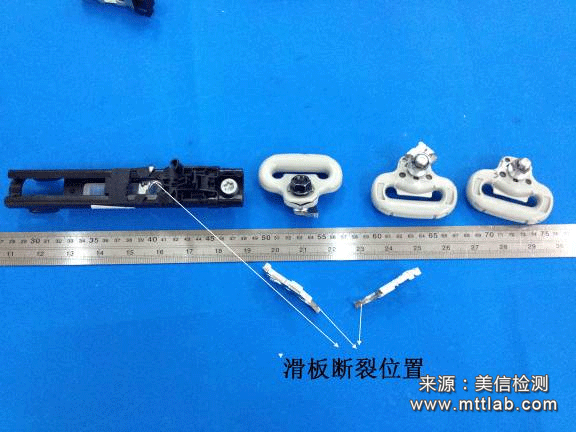
图1为3只国产滑板强度测试后图片,均断裂,其中一只国产滑板断件仍留在托板上,未拆离。图2为3只进口滑板,左边的2只,已做强度测试,没有断裂;右边的1只,未做测试。
客户要求分析国产件失效原因,为改善产品质量提供依据。同时,提供5件新品国产件,供分析对比用。
 |
 |
| 图1. 失效的国产滑板 | 图2. 进口滑板 |
2 检查分析
2.1 外观检查
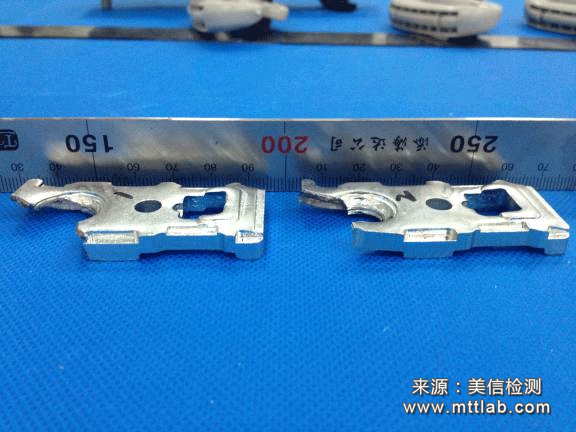
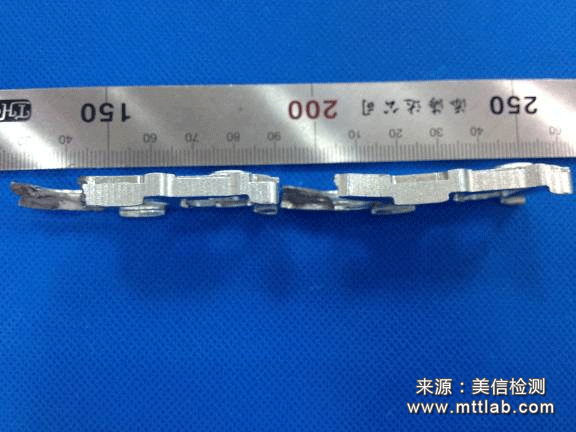
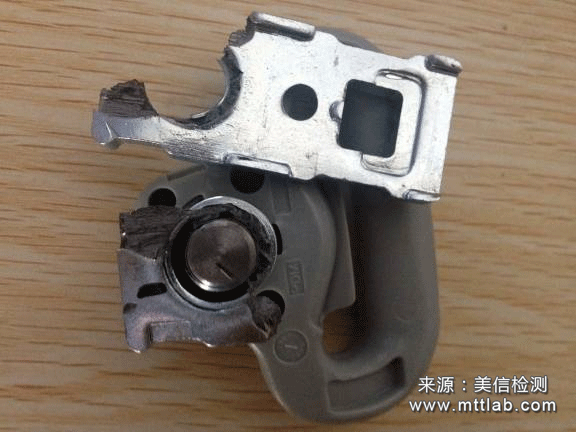
如图3、图4所示,检查图中1#、2#失效滑板,都出现以螺孔位置为拐点的宏观面弯曲变形,失效滑板断裂位置、断裂路径、断口颜色大致相同。如图5所示,检查未拆卸的3#滑板,也具有大致相同的断裂特征。因此,确定三只国产滑板断裂原因相同。
如图6所示,将1#失效件断裂的两部分拼合,发现螺栓不是垂直于滑板平面,而是沿滑板中心线倾斜。检查其他强度试验件,都有同样现象。
如图7所示,滑板断口颜色为深灰色,无光泽,断面不平。
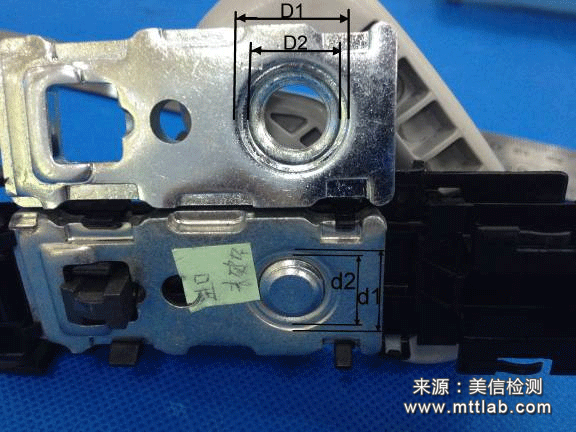
如图8所示,贴有“进口未破坏”黄色标签的滑板是进口件,已做过测试;另外1件是新的国产件。如表1所示,测量比较发现,国产件D1、D2圆沿周向沟痕较深,并且圆的直径大于进口件对应圆直径d1、d2;D1(d1)到D2(d2)圆台阶高度H,国产件更大;D1-D2>d1-d2,即国产件圆间距也大于进口件,钢板厚度则小于进口件。分析认为,同种材料条件下,圆周沟痕越深,直径越大,D1(d1)到D2(d2)圆台阶越高,圆间距越宽,变形越大,应力也越大,沿圆周开裂的可能性越大。因此,国产件滑板在螺栓孔周边变形应力大于进口件,国产件模具及压力加工工艺有改善的空间。
 |
 |
| 图3. 失效滑板断口俯视检查 | 图4. 失效滑板断口侧面检查 |
 |
 |
| 图5. 失效件检查 | 图6. 拼合检查 |
 |
 |
| 图7. 断口检查 | 图8. 进口件与国产件 |
表1: 螺栓沉孔测量数据(mm)
| 组别 | 序号 | D1(d1) | D2(d2) | H | T |
|---|---|---|---|---|---|
| 进口件 | 1 | 15.18 | 13.28 | 0.86 | 5.06 |
| 2 | 15.14 | 13.17 | 0.90 | 5.08 | |
| 平均值 | 15.16 | 13.22 | 0.88 | 5.07 | |
| 国产件 | 1 | 15.82 | 13.45 | 1.11 | 4.71 |
| 2 | 15.89 | 13.44 | 1.10 | 4.71 | |
| 平均值 | 15.86 | 13.44 | 1.10 | 4.71 | |
| 备注 | (1)H是D1(d1)到D2(d2)台阶高度,T是滑板螺栓孔最近滑板边缘厚度; (2)因测试件变形,测量数据仅供对比用,不做产品具体尺寸依据。 |
||||
2.2 显微检查
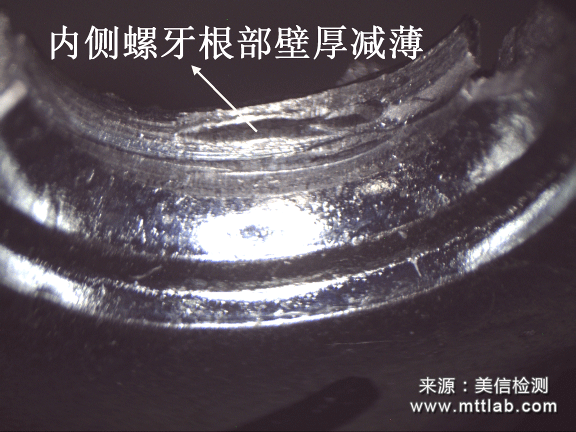
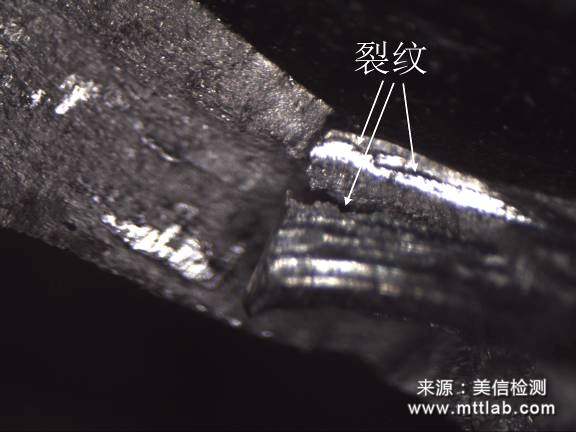
如图9所示,断口附近的螺纹根部凹陷变形,加工纹间距增宽,壁厚减薄。
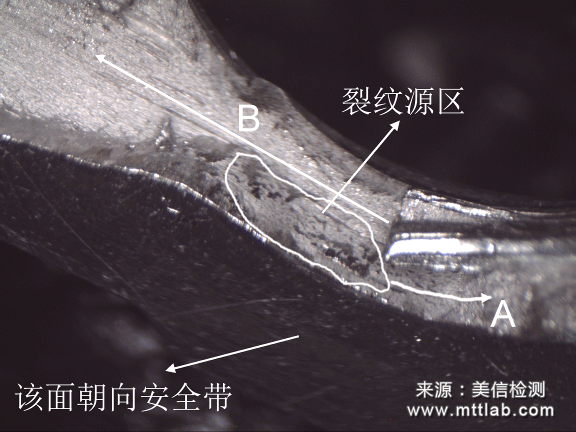
图10、图11中标示出裂纹源所在的微观和宏观位置。如图10所示,白色线条圈起的区域就是裂纹源区,存在较多微孔,是拉应力条件下微孔聚合断裂特征。图中,有两处裂纹扩展方向,分别用箭头A和B标示。裂纹扩展区A颜色深灰色,裂纹先扩展,扩展速度较慢;裂纹扩展区B颜色偏浅,扩展时间晚,扩展的速度快。箭头B起始处出现与箭头线垂直的台阶,正是两次裂纹扩展相交线的结果。
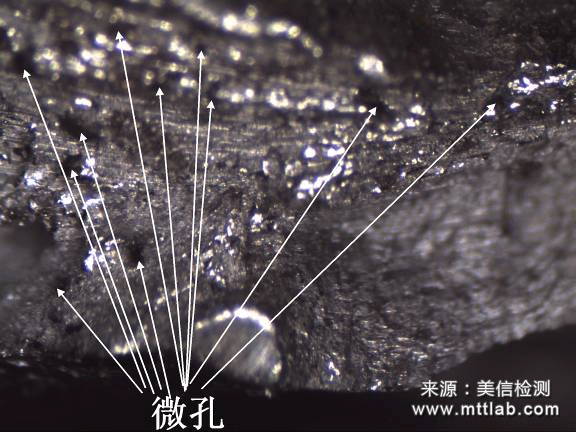
如图12是对裂纹源区检查,发现裂纹源区颜色较深,存在较多微孔,属于微孔聚合型断裂。在裂纹源区同样观察到大量白点聚集,在白点聚集的区域,断裂速度快。分析,白点聚集是氢脆的基本特征。因此,确认微孔聚合与氢脆并存是本次开裂的基本特征。
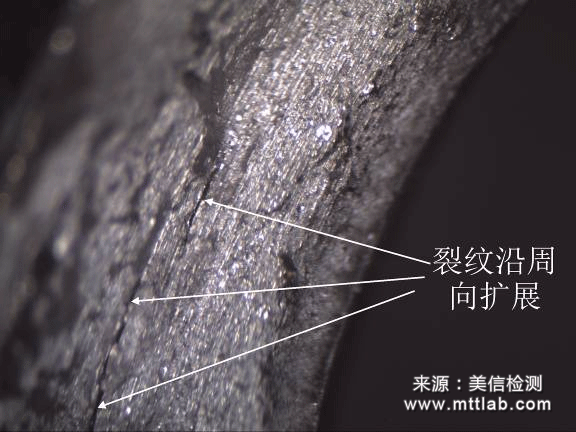
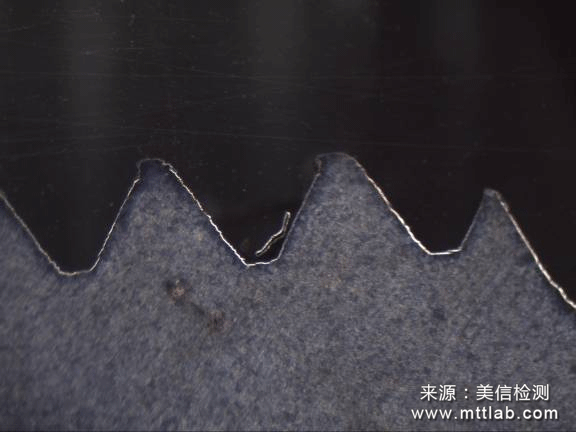
如图13所示,裂纹沿螺纹根部附近周向扩展,裂纹扩展路径锯齿形,开裂面参差不平,具有沿晶走向特征。在图14中,也能观察到裂纹周向扩展的痕迹。黑色区域是延性断裂特征,白色区域白点聚集,断口平直,脆性增大。
 |
 |
| 图9. 螺纹根部变形检查 | 图10. 断口检查 |
 |
 |
| 图11. 裂纹源区宏观位置 | 图12. 裂纹源区微孔特征 |
 |
 |
| 图13. 螺纹根部附近裂纹沿圆周扩展处 | 图14. 裂纹扩展观察 |
2.3 金相检查
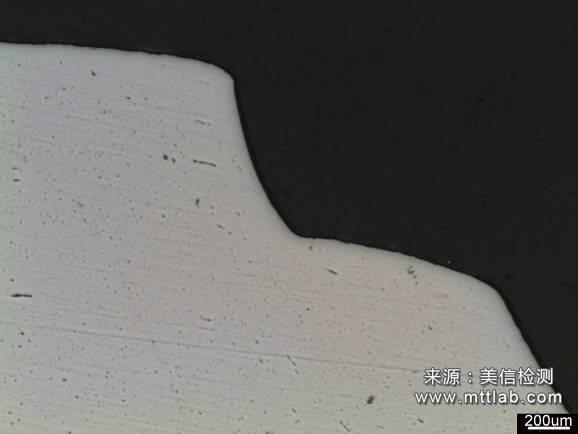
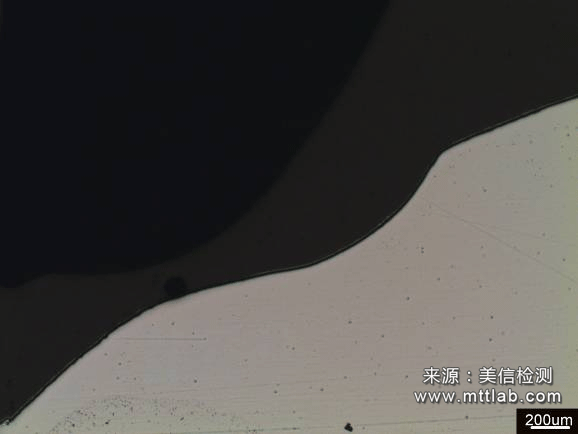
如图15、图16所示,随机抽取1只新的国产滑板,对比检查国产件与2#进口件螺栓喇叭孔过渡圆角发现,国产件圆角小,过渡不圆滑,进口件螺纹根部圆角大,圆角与边缘线相切良好,没有转折。国产件的圆角过渡区结构应力大于进口件。
图17、18是国产件与进口件螺牙对比检查,国产件螺纹根部过渡不圆滑,螺牙顶部较窄,应力集中明显;进口件螺纹根部过渡圆滑,螺牙顶部宽,应力集中明显小于国产件。进口件螺牙截面有圆孔,有助受力缓冲。考虑到解剖的进口件是测试后的产品,目前也还未见此方面的理论及加工工艺介绍,所以在此不对螺牙截面中的圆孔做进一步评论。
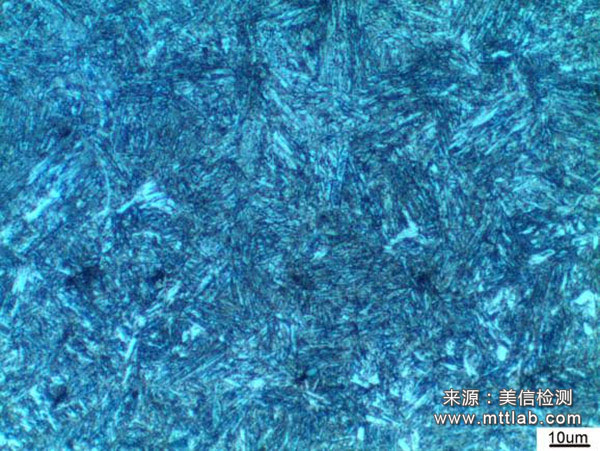
如图19所示,为国产件次表层金相组织,图20是国产件心部金相组织。次表层和心部组织相差不大,为保持M位相的回火S+回火T,以及少量的B+极少量F。
 |
 |
| 图15. 国产件根部圆角检查(50X) | 图16. 进口件根部圆角检查(50X) |
 |
 |
| 图17. 国产件螺纹检查 | 图18. 进口件螺纹检查 |
 |
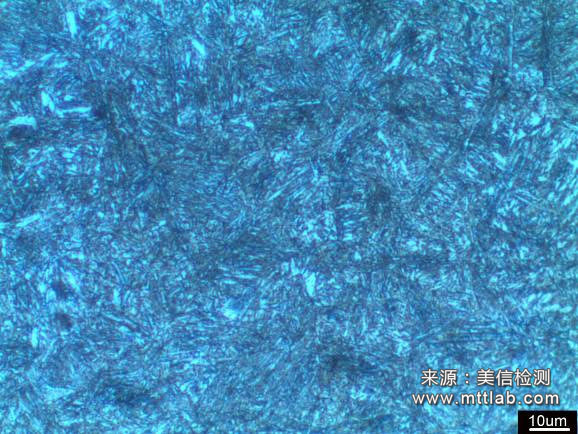 |
| 图19. 国产件边缘组织(1000X) | 图20. 国产件心部组织(1000X) |
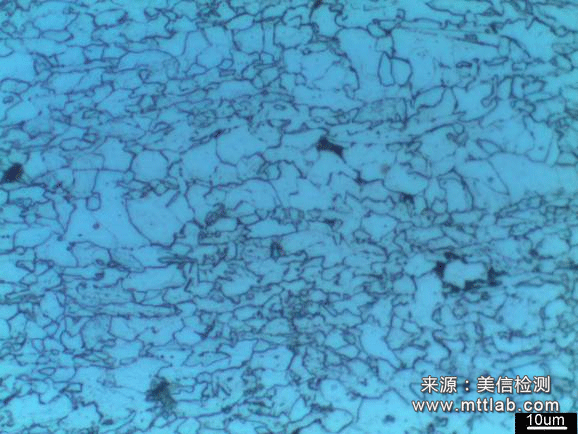
图21为进口件螺纹根部附近边缘组织,其中方形框内的显微裂纹,起源于切割面,是制样过程中形成的。图22、图23为螺纹根部附近心部金相组织。边缘和心部均为:F+少量P+细小弥散析出的合金相。铁素体基体中分布细小弥散的合金相,不但能提高基体的强度,而且有助于提高材料的延伸率。进口滑板的金相组织检查结果表明,该材料为一种具有高强度、高塑性的高强钢。
 |
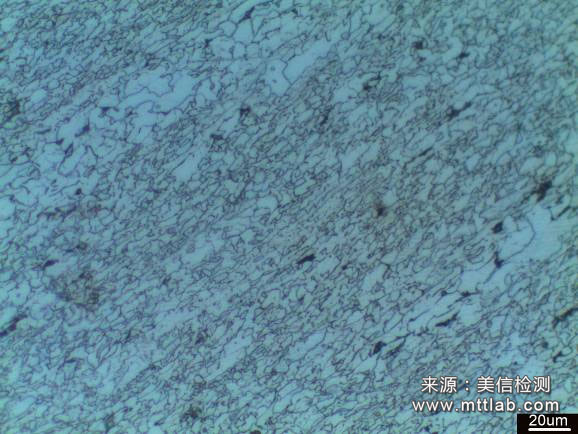 |
| 图21. 进口件边部组织(500X) | 图22. 进口件心部组织(500X) |
 |
|
| 图23. 进口件心部组织(1000X) |
2.4 硬度试验
将新品国产件和进口件2#,沿与滑板纵向垂直的直径方向,剖开螺栓孔,对比检查剖面硬度,测量结果如表2所示。国产件的硬度接近进口件的2倍,依据GB/T 1172换算成洛氏硬度为45.5HRC,高于图纸(GTQ-YL190503)要求的38~42HRC。钢的硬度越高,氢脆的危险性越大。
表2: 滑板硬度检查结果(HV0.3)
| 检测部位 | 1 | 2 | 3 | 4 | 平均值 | |
|---|---|---|---|---|---|---|
| 进口件 | 心部 | 248.8 | 248.9 | 235.5 | 246.4 | 244.9 |
| 螺栓喇叭孔附近 | 253.1 | 255.8 | 240.5 | 239.8 | 247.3 | |
| 国产件 | 心部 | 459.4 | 436.5 | 453.6 | 443.8 | 448.3 |
| 螺栓喇叭孔附近 | 447.3 | 447.5 | 442.2 | 441.9 | 444.7 | |
2.5 SEM分析
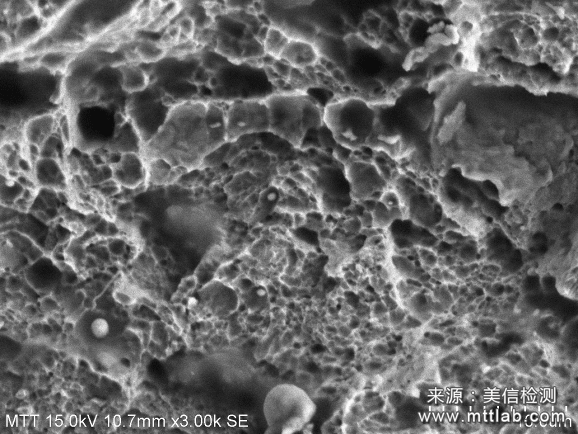
如图24所示,裂纹源区域是微孔及韧性的发丝,微观上具有准解离特征。
如图25所示,在裂纹扩展区,是片状裂纹结构,与氢脆作用相关。
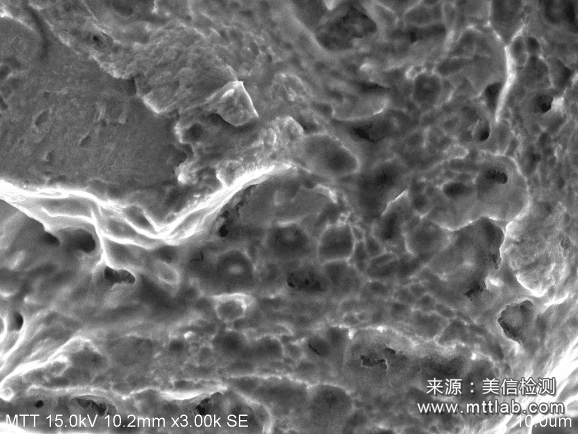
如图26所示,观察到类似鸡脚爪形状的白色撕裂楞,进一步证实国产滑板中确有氢脆存在。
 |
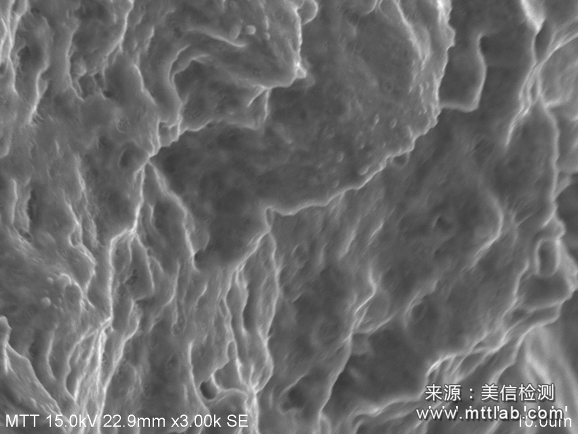 |
| 图24. 裂纹源区 | 图25. 片状裂纹结构 |
 |
|
| 图26. 氢脆形貌特征 |
2.6 化学成分分析
采用硫碳分析仪+ICP检查材料化学成分,分析国产滑板钢材料成分结果见表3,与GB/T 3077对照,符合40CrA钢元素含量范围。
表3:国产滑板钢材化学元素分析结果(Wt%)
| 元素 | C | Si | Mn | P | S | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|---|
| 高级优质钢技术要求 | 0.37~0.44 | 0.17~0.37 | 0.50~0.80 | ≤0.025 | ≤0.025 | 0.80~1.10 | ≤0.30 | ≤0.25 |
| 实测结果 | 0.4312 | 0.2033 | 0.6109 | 0.0127 | 0.0152 | 0.9726 | 0.0223 | 0.0306 |
3 理论分析
滑板螺栓孔经拉凸工序,拉伸变形较大,残余拉应力较大。强度测试前,因装配螺栓增加预紧力,内螺纹再次变形。强度测试时,如图27所示,滑板连接螺栓受力F总可分解为Fx和Fy两个分力,其中螺栓受力Fy,反过来对滑板螺栓孔产生大小Fy拉力,每个内螺牙分担的力为Fy/n(n为内螺纹螺牙个数)。
设Fx到滑板厚度中间线的距离为H,则滑板受弯曲力矩M=Fx*H,滑板因此沿螺栓孔AB中心线面弯曲。
受力分析发现,滑板在AB螺孔中心线位置附近的螺牙受力最大,变形最大。
滑板喇叭孔内螺纹根部位置接近滑板厚度中心线,螺纹根部几何突变,应力集中较大,残余应力高,并且在内螺纹大径位置,滑板截面厚度最薄,受拉应力变形时,容易出现颈缩。当拉伸变形大于材料延伸率时,出现开裂现象。这与显微观察到裂纹源处微孔聚合断裂特征相吻合。
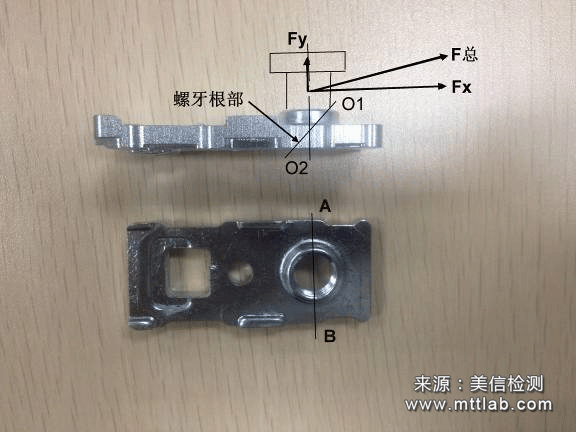
图27. 滑板受力分析示意图
40Cr钢拉伸变形能力有限。GB/T 3077给出该材料调质条件下,抗拉强度为980MPa时,对应的断后伸长率为9%。对照GB/T 1172发现,抗拉强度为980MPa时,对应的硬度为31.5HRC。当40Cr钢硬度达到45.5HRC时,材料断后伸长率降低,低于调质状态时的9%。
从检查结果来看,国产滑板材料有氢脆现象。40Cr钢在高硬度时,氢脆的危险性更高。电镀时,H+向材料内部扩散。当裂纹经过H+集聚区域,材料的脆性大,即使是在较低的应力条件下,裂纹也能快速扩展。
从裂纹源区域的检查分析结果来看,国产滑板开裂兼有微孔聚合与氢脆特征。
滑板强度测试时,图27中的AB截面受力最大。又由于滑板内螺纹底径处变形大,残余应力大,再加螺纹根部几何突变,应力集中,因此裂纹首先沿螺纹底径周向扩展。当截面有效厚度减小到某个临界值时,AB截面拉应力开始起主导作用,出现新的裂纹面,出现两次裂纹扩展面交叉的情况,随后滑板快速断裂。
进口滑板材料是高强度的冲压材料,断后拉伸率高,相同的条件下强度测试时,不会断裂。
4 结论
综合以上各项,得出国产滑板断裂的原因为:
1)国产滑板所用40Cr材料,原材料拉伸性能低,热处理工艺不合理,硬度偏高,以及氢脆作用,降低拉伸性能,增大材料脆性;
2)国产滑板成型过程变形大,螺栓孔圆角过渡不圆滑,几何形状突变,应力集中程度高。
5 建议
1)建议滑板优先选用合适的高强度、高塑性的高强钢材料。即使使用40CrA材料,最终热处理硬度也不宜超过35HRC,推荐热处理采用最终硬度为28~32HRC的调质热处理工艺,并严格控氢;
2)对照进口滑板改善模具质量。
*****结束*****
作者简介:
- 联系我们
深圳美信总部
热线:400-850-4050
邮箱:marketing@mttlab.com
苏州美信
热线:400-118-1002
邮箱:marketing@mttlab.com
北京美信
热线:400-850-4050
邮箱:marketing@mttlab.com
东莞美信
热线:400-850-4050
邮箱:marketing@mttlab.com
广州美信
热线:400-850-4050
邮箱:marketing@mttlab.com
柳州美信
热线:400-850-4050
邮箱:marketing@mttlab.com
宁波美信
热线:400-850-4050
邮箱:marketing@mttlab.com
西安美信
热线:400-850-4050
邮箱:marketing@mttlab.com

