线膨胀系数的影响因素分析
摘要:简述了金属材料热膨胀系数与材料成分和组织结构之间的关系,材料热膨胀系数在现代工业生产实践中具有重要的意义。材料热膨胀系数的物理本质是同原子间的作用力密切相关的,由于材料热膨胀系数的精确获得在科研及生产中具有重要的理论研究与应用价值,故文章较详尽地分析了材料热膨胀系数的主要影响因素并进行了试验验证。
关键词:热膨胀;线膨胀系数;材料热膨胀系数;平均线膨胀系数
引言:
随着现代科技水平的不断发展,机械、航空等领域中对零件的精度要求越来越高,精密机械零件的受温变形一般是用热膨胀性能来解释和补偿的,而精密制造中的超精密加工对材料的热膨胀性能有着更高的要求,所以对热膨胀系数的准确测量将直接影响到材料补偿的精度。
线膨胀系数测试的定义:
热膨胀系数的定义为:当温度由t1变到t2,长度相应地由L1变到L2时,材料在该温区的平均线膨胀系数为α=L2-L1/L1(t2-t1)=ΔL/L1ΔT,同理,平均体膨胀系数β=ΔV/V1ΔT。在一般情况下,表征材料的热膨胀特性采用平均线膨胀系数来表示。
线膨胀系数测试的意义:
在大多数的工程中都免不了要组合使用不同的材料,这就必须要根据不同材料的膨胀系数来考虑结构件之间可能产生的应力,由此来确定各种结构件配合时所能够允许的公差。材料的热膨胀性能在航空航天/微电子技术/能源有效利用/核能技术/新材料开发等高新技术领域,以及石油化工/钢铁冶金/建筑节能/制冷空调等工业领域都具有明显的科学意义和重要的工程应用价值,是工程设计/技术创新/应用领域和科学研究的基础。
实验部分
1.样品加工工艺
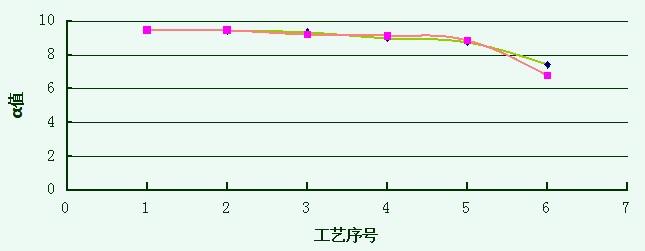
实验过程:分别对客户提供的两组进行过六种不同的热处理工艺的某合金钢(无相变)样品试验,然后采用:GB/T 4339-2008 金属材料热膨胀特征参数的测定,用热机械分析仪测量平均线膨胀系数α(单位10-6/℃)值。
热处理试验工艺如下:
①750℃×1h 空冷+930℃×15min水淬+560℃×6h空冷;
②750℃×1h 空冷+930℃×15min水淬+520℃×6h空冷;
③750℃×1h 空冷+930℃×15min水淬+480℃×6h空冷;
④750℃×1h 空冷+930℃×15min水淬;
⑤750℃×1h 空冷;
⑥750℃×1h 空冷+800℃×1h空冷
试验结果如下图
数据出处见参考文献。
2.样品形状尺寸
试验过程:选用某高温合金样品,一组试样规格为5×5×25(mm)的立方体,另一组试样规格为Φ6×25(mm)的圆柱体,用热分析机械分析仪进行平均线膨胀系数试验,测量其在室温到温度450℃和650℃的平均线膨胀系数。
试验结果如下
表1 方体平均线膨胀系数(α×10-6/℃)
| 样品编号 | 室温~450℃ | 室温~650℃ |
| 1 | 12.23 | 13.67 |
| 2 | 11.93 | 13.59 |
| 3 | 12.03 | 13.63 |
| 4 | 11.76 | 13.55 |
| 5 | 12.17 | 13.71 |
| 6 | 11.97 | 13.52 |
表2 圆柱体平均线膨胀系数(α×10-6/℃)
| 样品编号 | 室温~450℃ | 室温~650℃ |
| 1 | 11.13 | 12.87 |
| 2 | 10.89 | 12.45 |
| 3 | 10.95 | 12.69 |
| 4 | 10.67 | 12.31 |
| 5 | 11.33 | 12.96 |
| 6 | 10.86 | 12.17 |
表1&表2数据出自 华瑛:《热膨胀系数的影响因素分析》
热膨胀性能的结果分析
1.试样加工工艺的影响
试样在经过不同的热处理工艺后,材料的平均线膨胀系数发生了较大的变化。随着回火温度的降低,平均线膨胀系数α值也随之降低,但降低幅度比较平缓。在“750℃×1h空冷+800℃×1h空冷”工艺下,α值急剧下降,这与热处理后特钢样品所得的显微组织有关,因为在不同的回火温度下,样品的内部组织发生了转变,而使得平均线膨胀系数发生了变化。
2.试样形状尺寸的影响
长方体热变形可看做在表面各处受到了不同大小的约束力作用,使得膨胀量呈曲线状,特别是在试样边角处,受到较大的约束力。长方体热膨胀时,其表面各点膨胀量都不相同,中间是变形量最大处,测量误差比较大。圆柱体是对称形体,边界受力分析方法和长方体相同,故测量值实际上是圆柱体变形后的顶端突出部位的测量值,圆柱体端面中心处变形量最大,实际样品的变形值是样品中心点处的变形量,计算出的材料热膨胀系数值比较接近于实际值,所以圆柱体的测量误差比较小。
结论:
线膨胀系数测量过程受到多种因素的影响,试样的加工工艺方法和形状尺寸的差异是造成热膨胀系数偏差大的主要原因。另外,在测量过程中,环境因素的影响包括室温、震动、噪音、辐射等都会使测量结果发生变化。因此只有综合考虑热膨胀系数的影响因素才能有效提高线膨胀系数测量的准确度。
参考文献:
华瑛:《热膨胀系数的影响因素分析》
GB/T 4339-2008 金属材料热膨胀特征参数的测定
*** 以上内容均为原创,如需转载,请注明出处 ***
MTT(美信检测)是一家从事材料及零部件品质检验、鉴定、认证及失效分析服务的第三方实验室,网址:www.mttlab.com,联系电话:400-850-4050。
- 联系我们
深圳美信总部
热线:400-850-4050
邮箱:marketing@mttlab.com
苏州美信
热线:400-118-1002
邮箱:marketing@mttlab.com
北京美信
热线:400-850-4050
邮箱:marketing@mttlab.com
东莞美信
热线:400-850-4050
邮箱:marketing@mttlab.com
广州美信
热线:400-850-4050
邮箱:marketing@mttlab.com
柳州美信
热线:400-850-4050
邮箱:marketing@mttlab.com
宁波美信
热线:400-850-4050
邮箱:marketing@mttlab.com
西安美信
热线:400-850-4050
邮箱:marketing@mttlab.com

